搪玻璃管道的焊接標準
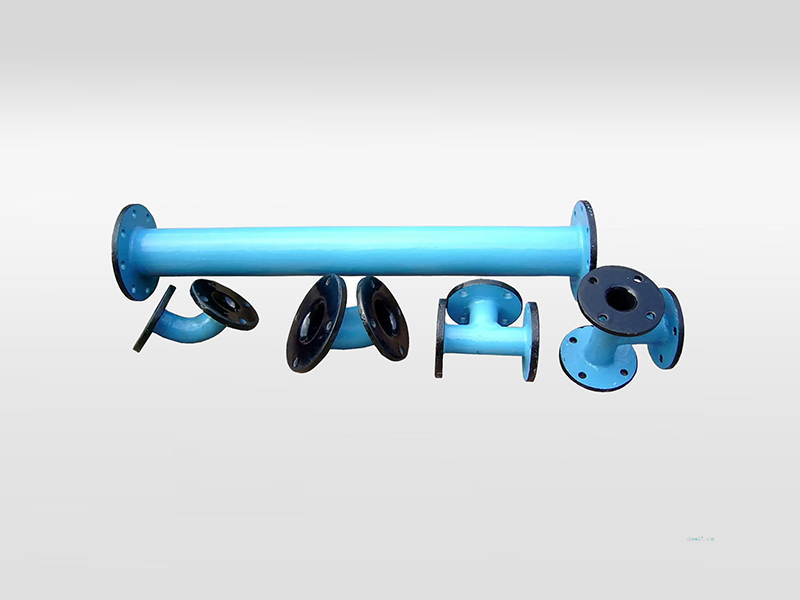
搪玻璃管道是將含高二氧化硅的玻璃,襯在鋼制容器的內表面,經高溫灼燒而牢固地密著于金屬表面上成為復合材料制品。所以,是一種優良的耐腐蝕設備。
焊接修補至搪玻璃管道時,須嚴格按照其焊接標準進行操作,否則無法更好地保證反應堆設備的焊接質量。那么反應釜設備的焊接標準是什么呢?讓我們一起看看。
1.所有焊縫均應進行內窺鏡和x光無損檢測,并符合檢驗標準。確保焊縫牢固、光滑、平整,符合相關衛生要求。
2.應記錄搪玻璃管道的所有焊接點(包括焊接參數),操作員應持有焊工資格證書。
3.搪玻璃管道焊接后,應對壓力容器和管道進行試壓、酸洗和鈍化處理。
4.焊接外墻表面時,應在玻璃襯層周圍覆蓋鹽,以免被點焊熔渣損壞。
請注意,對焊接工作的檢查是非常重要和必要的,例如,搪玻璃管道焊接不良造成的損壞并不少見。不合格的焊接點應返工,返工后應按上述標準繼續檢驗,直至問題得到解決。為了保證焊接質量,焊接工作應由持有專業資格證書的專業人員進行。
因此在焊接搪玻璃管道時,我們須嚴格遵循其相關標準,以便更好地保證焊接質量。同時在焊接過程完成后,應進行詳細的焊接質量檢查。
焊接修補至搪玻璃管道時,須嚴格按照其焊接標準進行操作,否則無法更好地保證反應堆設備的焊接質量。那么反應釜設備的焊接標準是什么呢?讓我們一起看看。
1.所有焊縫均應進行內窺鏡和x光無損檢測,并符合檢驗標準。確保焊縫牢固、光滑、平整,符合相關衛生要求。
2.應記錄搪玻璃管道的所有焊接點(包括焊接參數),操作員應持有焊工資格證書。
3.搪玻璃管道焊接后,應對壓力容器和管道進行試壓、酸洗和鈍化處理。
4.焊接外墻表面時,應在玻璃襯層周圍覆蓋鹽,以免被點焊熔渣損壞。
請注意,對焊接工作的檢查是非常重要和必要的,例如,搪玻璃管道焊接不良造成的損壞并不少見。不合格的焊接點應返工,返工后應按上述標準繼續檢驗,直至問題得到解決。為了保證焊接質量,焊接工作應由持有專業資格證書的專業人員進行。
因此在焊接搪玻璃管道時,我們須嚴格遵循其相關標準,以便更好地保證焊接質量。同時在焊接過程完成后,應進行詳細的焊接質量檢查。
搪玻璃管道先用胎具將鋼板壓制成符合燒成要求的折流板,其橫截面成類似字母“Ω”形,折流板的寬度H為釜體直徑的1/8~1/6,折流板頂面弧度半徑R為:3δ≤R≤150mm,δ為折流板鋼板厚度,側面弧度半徑r為6~50mm,然后根據反應釜體積的大小,將折流板制成一層或多層,焊接在釜體內壁上,焊縫處處理圓滑過度后,進行搪燒,組裝成成品,較好地改善了反應物料流動狀態,提高了反應效率。搪玻璃設備運行中停車后的檢驗國內、國外高品質的制造商都選用高品質的鋼板、焊條、瓷釉,鋼板焊條含碳、硫、磷雜質低,鋼板內晶格結構緊密并有微量元素以制造過程中吸氫,瓷釉選用耐腐蝕性能好、耐溫差急變性能優異、熔點低的瓷釉。
搪玻璃管道相關資料
搪玻璃管道相關產品
 淄博推進化工機械有限公司
淄博推進化工機械有限公司 聯 系 人:李經理 手機號:13280686990
聯 系 人:李經理 手機號:13280686990 傳真:0533-6228598 郵箱:xuzhongmin1963@163.com
傳真:0533-6228598 郵箱:xuzhongmin1963@163.com 地址:山東省淄博市張店區傅家鎮
地址:山東省淄博市張店區傅家鎮
 魯ICP備18026653號
魯ICP備18026653號
- 淄博推進化工機械有限公司地址

- 山東推進智能裝備有限公司地址